1. Краткий обзор
Мобильное приложение Inectra GRBL предназначено для управления контроллерами ЧПУ производства компании Инектра (см. MSC-3U, HBC-3U и др.) по беспроводному интерфейсу Bluetooth.
Чтобы подключить приложение к контроллеру, к последнему необходимо подсоединить Bluetooth-модуль HC-06 (см. или любой другой поддерживаемый) согласно инструкции на соответствующий контроллер.
Bluetooth-модуль подключается к порту UART контроллера следующим образом: вывод VCC модуля соединяется с выводом 5VV разъема UART, выводы GND соединяются между собой, вывод TXD модуля соединяется с выводом RX контроллера, вывод RXD модуля соединяется с выводом TX контроллера.
Мобильное приложение может использоваться как беспроводной пульт для управления станком (см. в дополнение к ПК, подключенному к контроллеру по USB), так и основной графический интерфейс управления, что позволит значительно снизить стоимость всей системы.
При этом контроллеры Инектра поддерживают одновременную работу с приложением и графическим визуализатором для ПК (см. Inectra CNС Visualizer): в каждый момент времени контроллер настроен на приём команд управления только с одного, активного в данный момент, интерфейса управления. По команде пользователя можно переключиться на другой интерфейс, но только если контроллер находится в состоянии Готов.
2. Структура приложения
На рис. 1 представлена структура графического интерфейса мобильного
приложения.
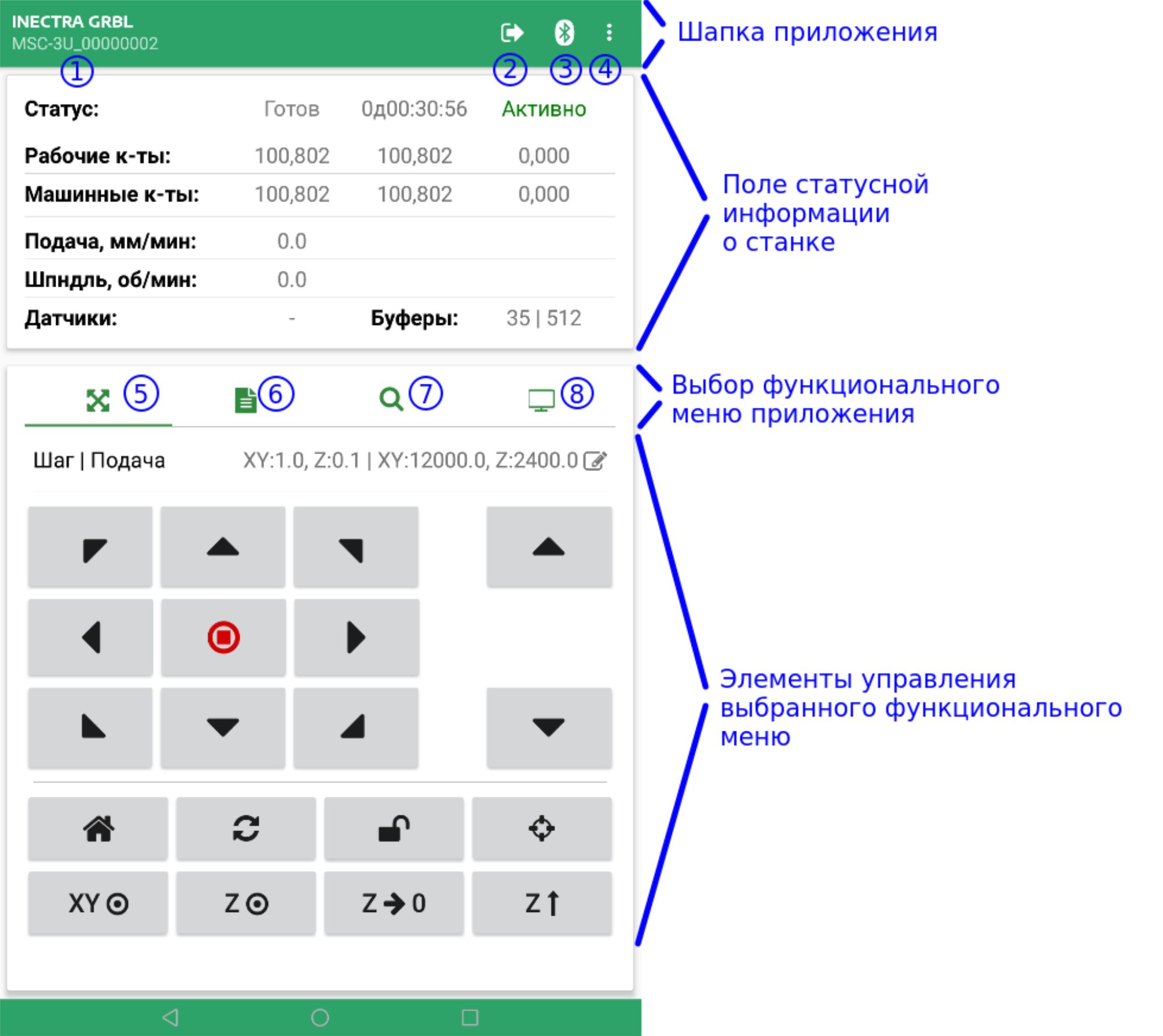
Рисунок 1: Структура приложения
Структура приложения включает в себя следующие основные элементы:
• Шапка приложения
• Поле статусной информации
• Вкладки выбора функционального меню
• Элементы управления выбранного функционального меню
Шапка приложения включает в себя элементы (см. обозначения согласно рис. 1):
1 — имя подключенного Bluetooth-устройства;
2 — кнопка активации/деактивации мобильного приложения;
3 — кнопка открытия списка доступных Bluetooth-устройств (см. если в данный момент Bluetooth-подключение отсутствует) или отключения от подключенного в данный момент Bluetooth-устройства;
4 — кнопка открытия меню настроек.
Ниже приведена расшифровка доступных функциональных меню приложения
(см. обозначения согласно рис. 1):
5 — меню ручного перемещения;
6 — меню выполнения программы G-кода;
7 — меню запуска процедуры зондирования (см. Z-щуп) — определение уровня
заготовки по оси Z;
8 — консоль приложения — для возможности ручной отправки команд в контроллер
или для мониторинга пересылаемых между приложением и контроллером
сообщений.
3. Подключение к контроллеру
Для подключения приложения к контроллеру выполните следующие действия:
1) Через меню настройки Вашего устройства установите сопряжение с контроллером по Bluetooth. Контроллер назначает подключенному к нему Bluetooth-модулю (см. HC-06) имя в соответствии со своей моделью и серийным номером следующим образом: _model>_>__serial>__number_digits>. PIN-код для подключения — последние 4 цифры серийного номера. Так, если Вы используете контроллер MSC-3U с серийным номером MA00000002, то имя устройства будет MSC-3U_00000002, а PIN-код — 0002. Модель и серийный номер контроллера можно найти на этикете печатной платы.
2) Подключите приложение к контроллеру, для чего в шапке приложения нажмите кнопку 
3) При успешном подключении к контроллеру мобильное приложение по умолчанию деактивировано. Это означает, что контроллер не обрабатывает команды от мобильного приложения, а только лишь отправляет ему статусную информацию. Управление станком в этом состоянии невозможно. Текущий статус приложения отображается в третьем столбце поля Статус (см. рис. 2).
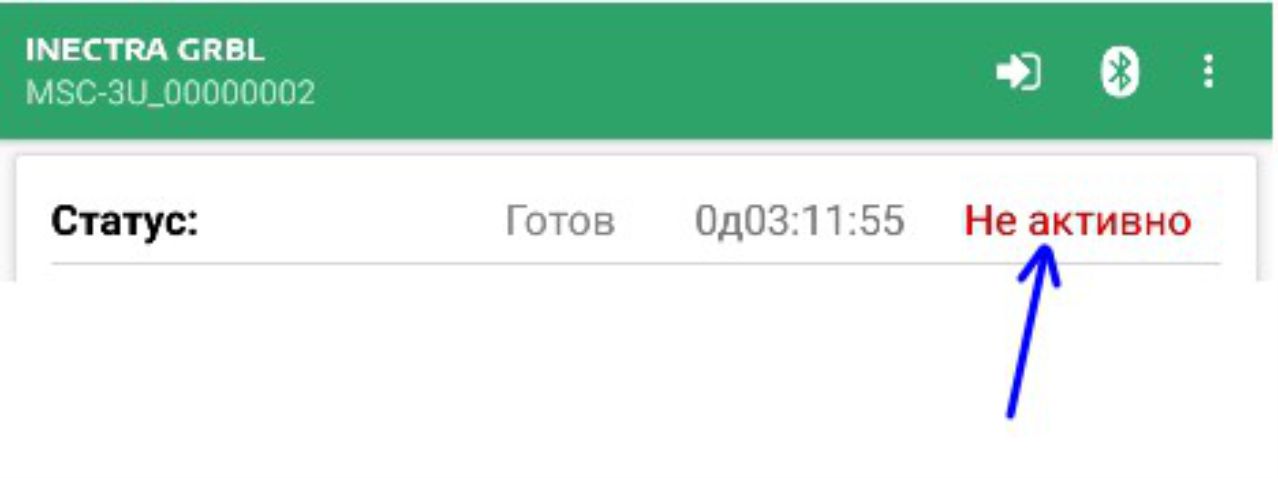
Рисунок 2: Статус мобильного приложения
4) Чтобы активировать мобильное приложения для полноценного управления станком, нажмите кнопку в шапке приложения. В случае успешной активации статус приложения изменится на Активно, а кнопка изменит вид на
(см. рис. 3)
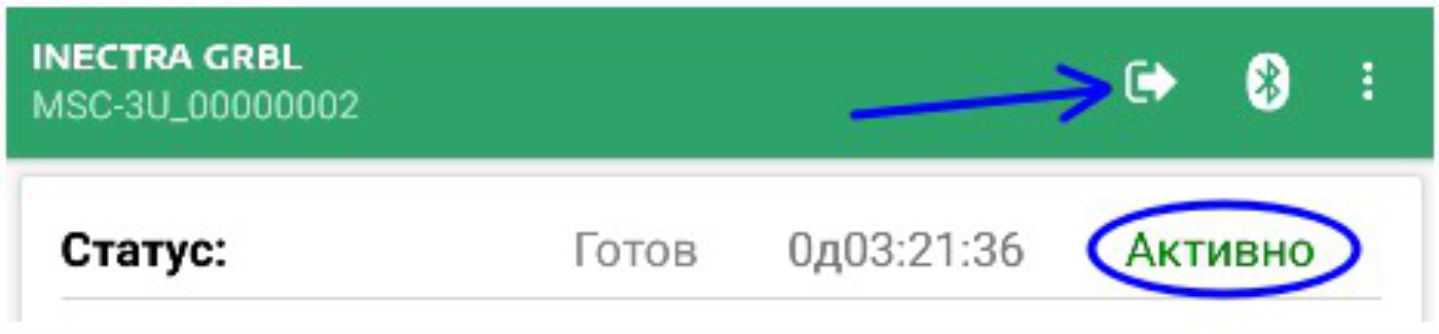
Рисунок 3: Мобильное приложение активно
Важно! Если в пункте 2 после подключения к контроллеру по Bluetooth кнопки
ручного перемещения остаются заблокированными (см. см. рис. 4) — вероятно,
контроллеру не удалось выполнить настройку Bluetooth-модуля, и требуется
перезагрузка устройства по питанию.
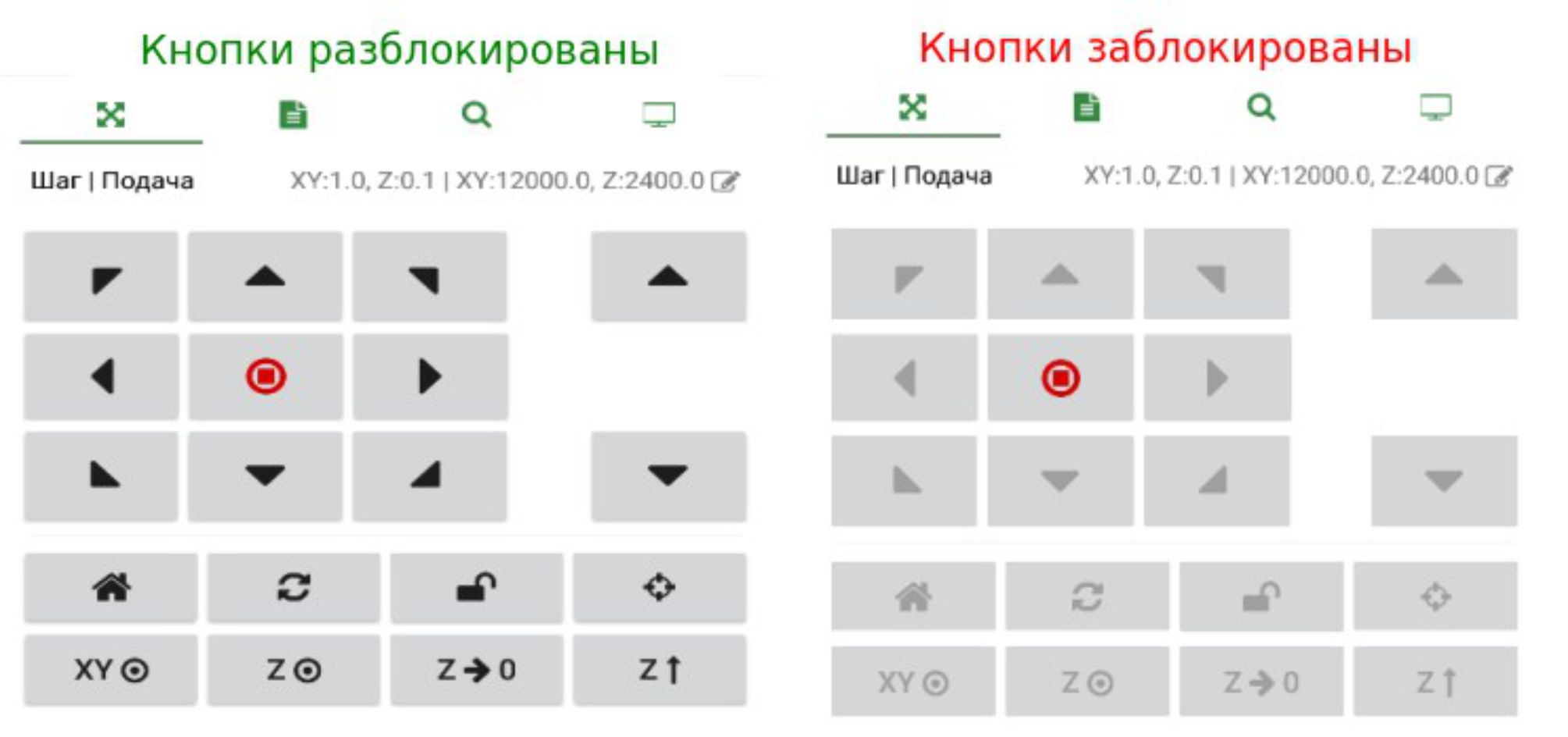
Рисунок 4: Разблокированные и заблокированные кнопки
4. Панель состояния
В статусной панели приложения отображается текущее состояние станка (см. статус, координаты, скорость подачи, скорость вращения шпинделя и др). Ниже представлена расшифровка всех полей панели согласно рис. 5.

Рисунок 5: Панель состояния станка
1 — Статус контроллера. Контроллер может находится в одном из следующих
состояний:
• Готов — станок свободен и готов к работе, никаких команд не выполняется
• Работа — станок выполняет программу G-кода
• Домой — выполняется процедура поиска домашнего положения
• Авария — станок находится в аварийном режиме — требуется выполнить либо
процедуру поиска домашнего положения, либо перезапуск контроллера.
• Проверка — состояние проверки
• Движение — выполняется команда ручного перемещения
• Пауза — выполняемая программа G-кода поставлена на паузу.
2 — Время работы станка с момента последней загрузки контроллера (см. uptime)
3 — Состояние мобильного приложения: Активно — полноценная работа со станком,
контроллер принимает команды от приложения, Не активно — приложение работает
только в режиме отображения состояния станка, управление станком отключено.
4 — Рабочая координата X.
5 — Рабочая координата Y.
6 — Рабочая координата Z.
7 — Машинная координата X.
8 — Машинная координата Y.
9 — Машинная координата Z.
10 — Текущая скорость подачи — показывает, с какой скоростью движется
инструмент в мм/мин.
11 — В режиме фрезера показывает текущую скорость вращения шпинделя
(см. об/мин), в режиме лазера — мощность лазера в процентах.
12 — Список активных (см. сработавших) датчиков. Если в данный момент несколько
датчиков активны, будет выводиться список без разделителей, например, XPH. Коды
датчиков имеют следующие значения:
• X — концевой датчик оси X
• Y — концевой датчик оси Y
• Z — концевой датчик оси Z
• P — датчик пробы (см. Z-щуп)
• S — кнопка Cycle Start
• H — кнопка Hold
• R — кнопка Reset
13 — объем свободного места в буферах ввода (см. измеряется в командах). Первое
число — свободное место в буфере планировщика, второе — свободное место в
буфере интерфейса ввода.
5. Панель управления ручным перемещением
Панель управления ручным перемещением открывается нажатием кнопки .
На рис. 6 показан внешний вид панели.
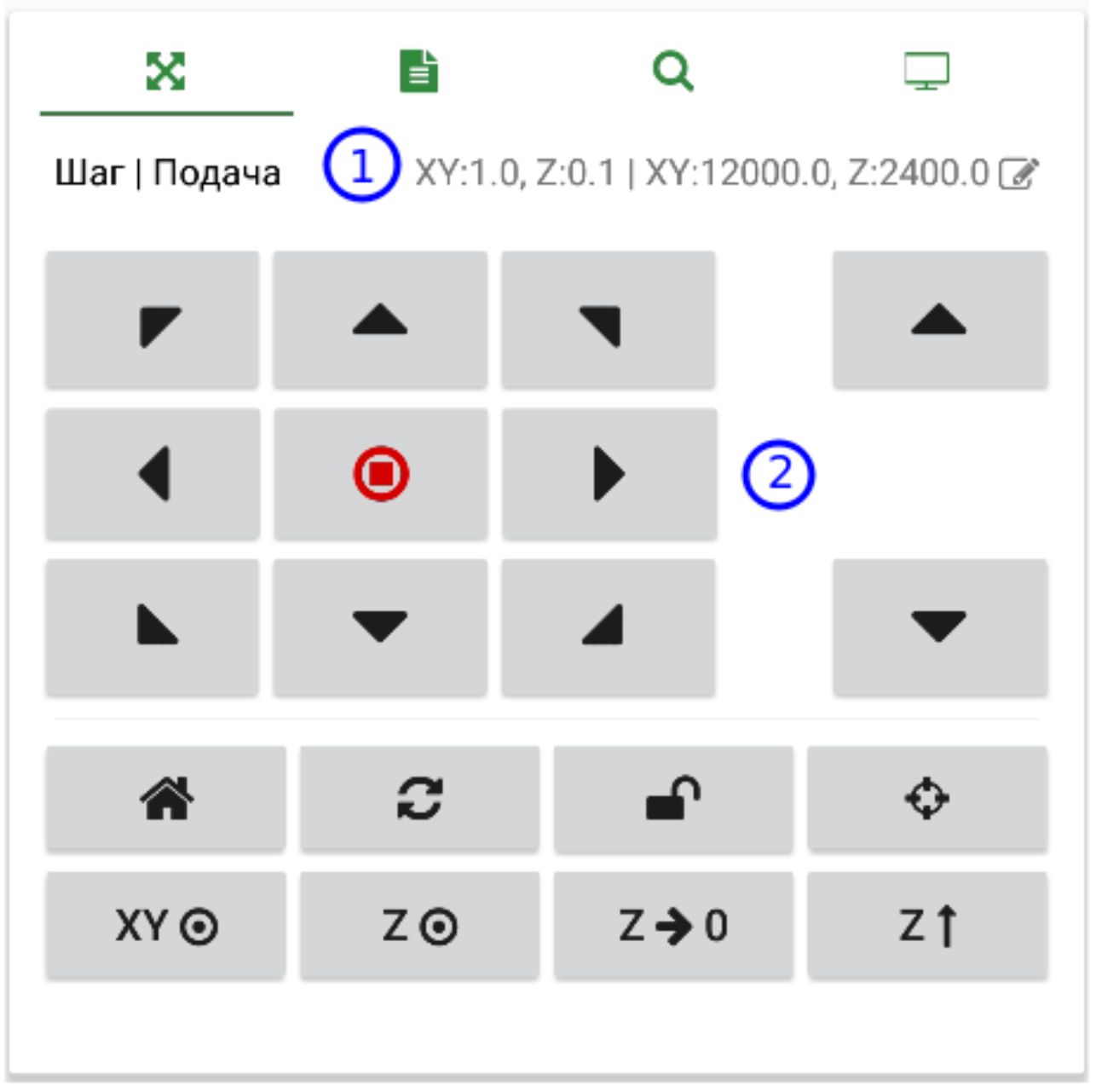
Рисунок 6: Панель ручного перемещения
Чтобы настроить шаг и скорость ручной подачи, откройте меню нажатием по полю
1. Верхняя граница скорости подачи по осям определяется автоматически и выставляется исходя из минимального значения GRBL-параметров $110, $111 для осей XY и значения GRBL-параметра $112 для оси Z.
В области 2 расположены собственно кнопки перемещения по осям.
Ниже приведено описание дополнительных кнопок управления:
| - кнопка запуска процедуры поиска домашнего положения. При долгом нажатии осуществляется возврат в машинный ноль по всем осям. |
|
 |
- кнопка программной перезагрузки контроллера. |
 |
- кнопка разблокировки контроллера в режиме аварии. |
 |
- кнопка перемещения в рабочий ноль по осям XY. |
| - кнопка обнуления рабочих координат осей XY. | |
 |
- кнопка обнуления рабочей координаты оси Z. |
 |
- кнопка перемещения в рабочий ноль оси Z. |
 |
- кнопка перемещения в безопасное положение по оси Z (см. машинный ноль оси Z). |
6. Панель управления программой G-кодакода
Панель запуска программы G-кода открывается нажатием кнопки . На рис. 7
показаны элементы управления панели.
1 — Кнопка открытия файла с программой G-кода для выполнения.
2 — Индикация общего числа строк и числа отправленных строк из файла.
3 — Время выполнения программы с момента запуска.
4 — Коррекция следующих параметров в процентах*:
• П — скорость подачи
• Х — скорость холостого хода
• Ш — скорость вращения шпинделя
-----------
*В версиях приложения 1.0.x коррекция не настраивается
Приведём пример расшифровки коррекции по рисунку 7: 135 — фактическая
скорость подачи (см. линейная скорость перемещения инструмента) оставляет 135% от
заданной в программе командой F, 25 — фактическая скорость холостого хода
составляет 25% от сконфигурированного в настройках контроллера значения (см. GRBL-параметры $110-112), 79 — фактическая скорость вращения шпинделя составляет
79% от заданной в программе командой S.
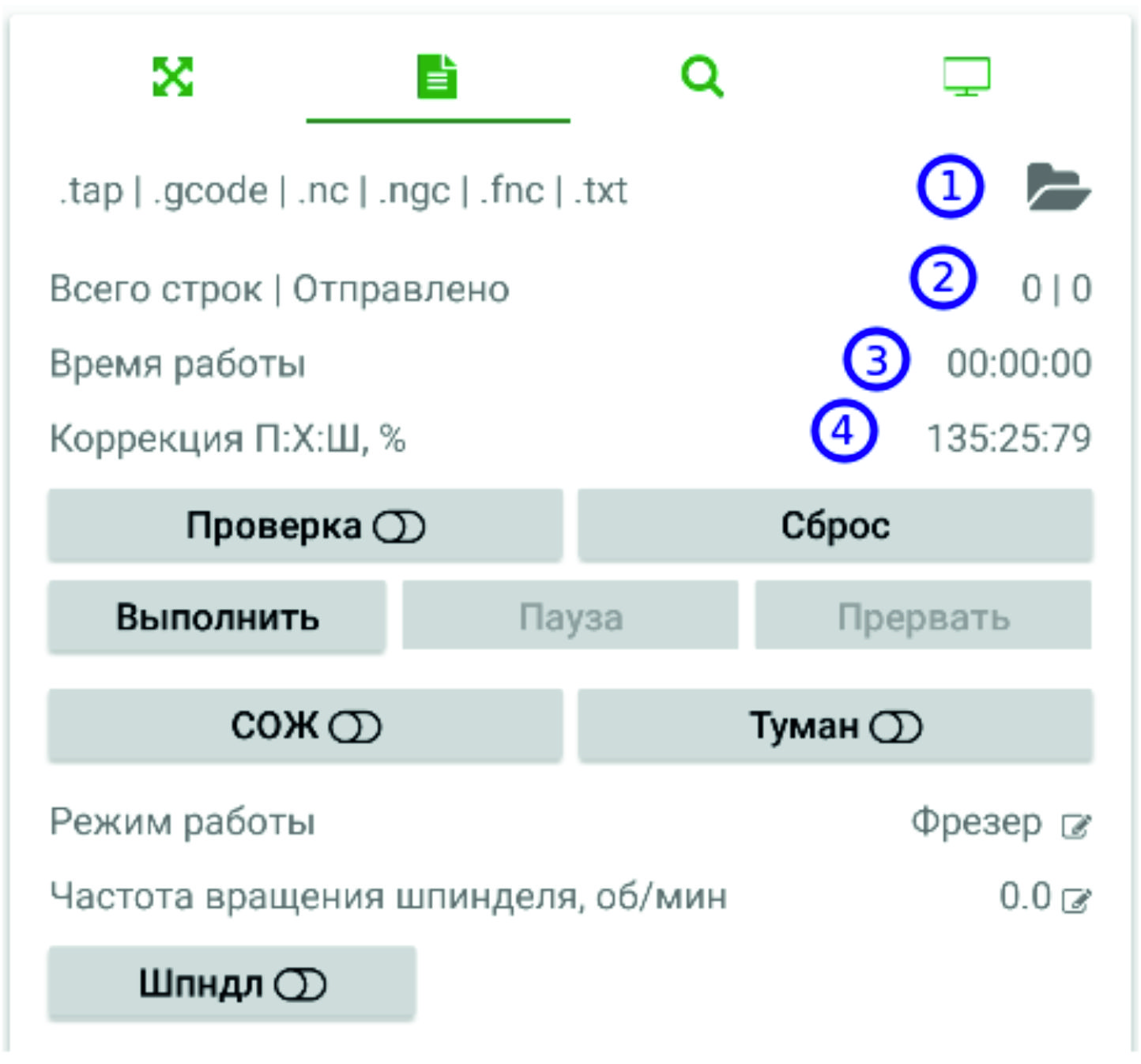
Рисунок 7: Панель управления программой G-кода